|
|
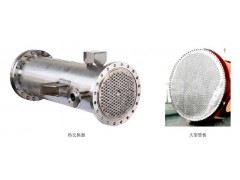
热交换设备管板钻头
管板被广泛应用于热交换器行业,如石化、锅炉、制冷、汽轮机、发电等。而管板加工是热交换器制造的重要工序,在换热器的生产中占有很重要的地位。管板加工的精度,特别是管孔间距和管径公差、垂直度、光洁度都极大地影响换热器的组装和使用性能。随着化工设备、电站的大型化,其热交换器直径也变得越来越大,大型管板的使用也越来越多。大型管板的特点是管孔数量多、排列密、表面质量要求高。特别是管板加工受加工效率影响而越来越成为热交换器生产的瓶颈工序。
嘉士德推出的 PF-H8001 标准钻头,特别适合管板加工,具有效率高,寿命长,表面质量精度。主要特点如下:
一、制造特点
1.尺寸形式 参考DIN6537 标准制造
2.横刃修正 F 形,HEIGE 标准
3.主刃顶角 140°
4.排屑槽形 特殊设计,便于排屑
5.刀具冷却 内冷
6.刃径公差 m7
7.柄径型式 参考DIN6535HA h6
8.表面处理 超H 涂层
二、使用特点
用于结构钢,合金钢等常见材料的加工;定心能力强,能获得稳定的尺寸精度和良好的表面质量;适用于加工系统刚
性优异的场合。特别对于常见的管板材料Q235 与16MnR 尤为适合,具有加工效率高,寿命长,成本低的特点。
三、特殊处理
为保证管板钻头的高效和高寿命,我们针对性地进行刃口细化处理,将刃口的微观崩口减少了一个数量级。

加工实例
一、加工条件
1.加工设备法因数控 PHD6040 数控龙门双主轴钻床
主轴跳动<0.01mm 刀柄型式 BT50 侧压
内冷乳化液(无内冷压力显示表),有断续现象
2.工件材料材质 Q235-A
3.工件型式直径¢3000mm 厚30mm 圆板,粗糙度Ra3.2
4.使用刀具 HEIGE PF-H800152020
5.切削参数 Vc92.5m/min S1450 F520 |
二、数据采集
|
类型
|
图片
|
加工数量
|
时段
|
说明
|
|
切入
|
|
1-350
|
加速磨损阶段
|
短屑
|
|
|
350-1600
|
正常磨损
|
正常
|
|
|
1600-1900
|
加速磨损阶段
|
正常,已变长
|
|
中段
|
|
1-1900
|
|
正常,完美切屑
|
|
帽口
|
|
1-350
|
加速磨损阶段
|
环状帽口
|
|
|
350-1400
|
正常磨损阶段
|
同心帽口
|
|
|
1400-1900
|
正常磨损阶段
|
实心帽口
|
|
|